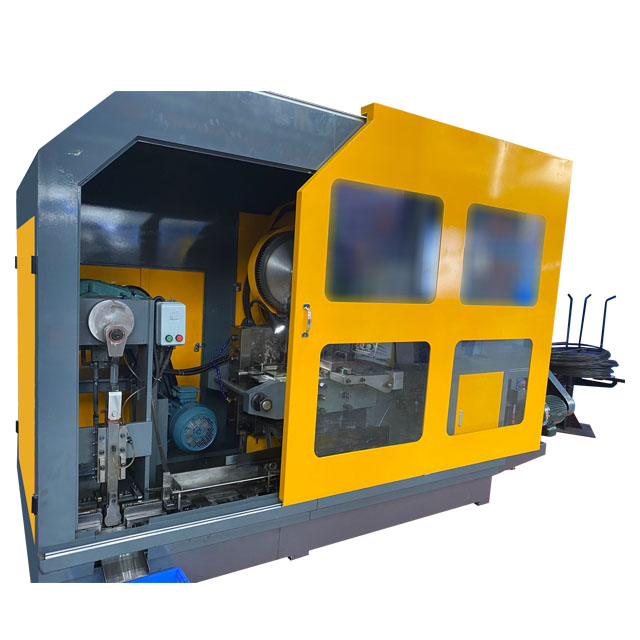
रोनेन®5 डाई 6 स्टेशन बोल्ट फॉर्मर बोल्ट ब्लैंक का उत्पादन लगातार छह चरणों में पूरा करता है: तार काटना, बाहर निकालना, सिर बनाना और ट्रिमिंग। इसमें सहायक उपकरण या घटकों की अलग से खरीद के लिए आपूर्तिकर्ताओं की आवश्यकता नहीं है। बस तार लोड करें, पैनल पर विशिष्टताओं को सेट करें, और मशीन लगातार काम कर सकती है।
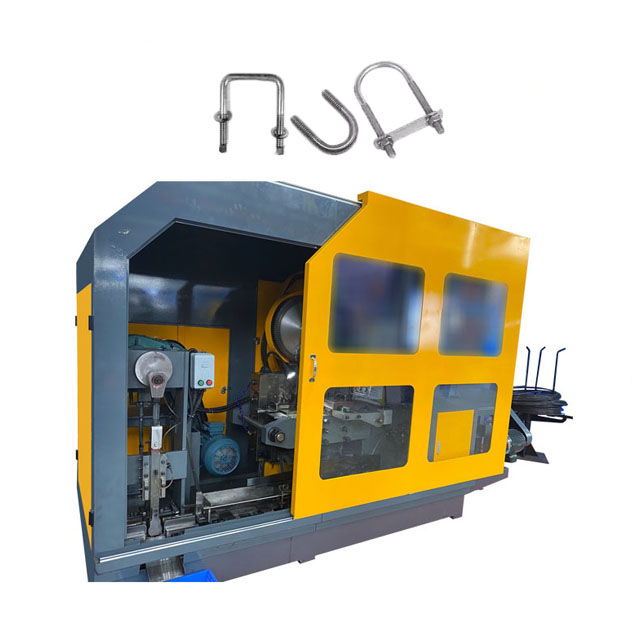
5 डाई 6 स्टेशन बोल्ट फॉर्मर धातु के तार को अपेक्षाकृत जटिल बोल्ट ब्लैंक में ठंडा करने के लिए मोल्ड के पांच सेट और लगातार छह वर्किंग स्टेशनों का उपयोग करता है। यह विभिन्न आकारों के तारों को संभाल सकता है और चरणबद्ध भागों और विशेष आकार के सिर वाले बोल्ट बनाने के लिए उपयुक्त है।
5 डाई 6 स्टेशन बोल्ट फॉर्मर एक उन्नत कोल्ड हेडिंग मशीन है जिसे विशेष रूप से जटिल या बड़े आकार के बोल्ट के निर्माण के लिए डिज़ाइन किया गया है। यह वायर ब्लैंक पर संचालन की एक श्रृंखला को निष्पादित करने के लिए पांच मोल्ड और छह स्टेशनों का उपयोग करता है। अतिरिक्त स्टेशन अतिरिक्त कदमों जैसे एज ट्रिमिंग, होल पंचिंग या मल्टीपल फाइन प्रोसेसिंग की अनुमति देते हैं, जिससे जटिल हेड ज्योमेट्री का निर्माण संभव होता है जिसे साधारण मशीनें हासिल नहीं कर सकती हैं।
यह प्रक्रिया 5 डाई 6 स्टेशन बोल्ट फॉर्मर में वायर कॉइल्स को फीड करके शुरू होती है। किसी भी मोड़ को खत्म करने के लिए तार को पहले स्ट्रेटनिंग मशीन द्वारा सीधा किया जाता है, और फिर बिलेट्स बनाने के लिए एक सटीक कटिंग मशीन द्वारा विशिष्ट लंबाई में काटा जाता है। बिलेट्स की स्थिरता महत्वपूर्ण है क्योंकि यह बाद के कई गठन चरणों के लिए आवश्यक सटीक धातु की मात्रा प्रदान करती है।
बोल्ट फॉर्मर के कई स्टेशन विशेष ऑपरेशन कर सकते हैं। इसमें ड्राइविंग ग्रूव के लिए प्रारंभिक इंडेंटेशन बनाना, रॉड सेक्शन के विभिन्न हिस्सों को बाहर निकालना, गड़गड़ाहट सामग्री को ट्रिम करना और अंत में संपूर्ण हेड कंटूर बनाना शामिल है। यह चरण-दर-चरण दृष्टिकोण जटिल प्रकार के सिरों के लिए महत्वपूर्ण है।
5 डाई 6 स्टेशन बोल्ट फॉर्मर का विक्रय बिंदु यह है कि यह अपेक्षाकृत स्थिर सटीकता के साथ जटिल आकार के बोल्ट का उत्पादन कर सकता है। छह वर्कस्टेशनों में कार्यों को स्पष्ट रूप से परिभाषित किया गया है: पहला वर्कस्टेशन फीडिंग और कटिंग के लिए, दूसरा वर्कस्टेशन शुरू में सिर का आकार बनाने के लिए, तीसरा वर्कस्टेशन सिर के विवरणों पर प्री-स्टैंपिंग के लिए, चौथा वर्कस्टेशन रॉड भाग के चरणों या खांचे की मशीनिंग के लिए, 5वां वर्कस्टेशन सिर और रॉड भाग को सटीक रूप से दबाने के लिए, और 6वां वर्कस्टेशन अंतिम आकार देने के लिए ताकि यह सुनिश्चित किया जा सके कि प्रत्येक भाग आयामों को पूरा करता है।
| नमूना | इकाई | आरएनबीएफ-63एस | आरएनबीएफ-83एस | आरएनबीएफ-83एसएल | आरएनबीएफ-130एस | आरएनबीएफ-103एल | आरएनबीएफ-133एस | आरएनबीएफ-133एसएल | आरएनबीएफ-133एल |
| फोर्जिंग स्टेशन | नहीं। | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 |
| फोर्जिंग बल | केजीएफ | 35.000 | 60.000 | 60.000 | 80.000 | 80.000 | 115.000 | 120.000 | 120.000 |
| अधिकतम कट-ऑफ व्यास | मिमी | Ø8 |
Ø10 |
Ø10 |
Ø12 |
Ø12 |
Ø15 |
Ø15 |
Ø15 |
| अधिकतम कट-ऑफ लंबाई | मिमी |
80 |
80 | 115 | 135 | 185 | 145 | 190 | 265 |
| आउटपुट दर | पीसी/मिनट | 150-240 | 130-200 | 120-190 | 100-160 | 85-140 | 90-160 | 80-120 | 60-100 |
| पी.के.ओ.स्ट्रोक | मिमी | 12 | 15 | 18 | 30 | 30 | 30 | 40 | 40 |
| के.ओ.स्ट्रोक | मिमी | 70 | 70 | 92 | 118 | 160 | 110 | 175 | 225 |
| मुख्य राम स्ट्रोक | मिमी | 110 | 110 | 160 | 190 | 262 | 190 | 270 | 380 |
| मुख्य मोटर शक्ति | किलोवाट | 11 | 15 | 18.5 | 22 | 22 | 30 | 37 | 37 |
| कुल मिलाकर dims.of कट ऑफ डाई | मिमी | Ø30x45L |
Ø35x50L |
Ø35x50L |
Ø45x59L |
Ø45x59L |
Ø63x69L |
Ø63x69L |
Ø63x69L |
| कुल मिलाकर पंच डाई की मंदता | मिमी | Ø40x90L |
Ø45x90L |
Ø45x125L |
Ø53x115L |
Ø53x115L |
Ø60x130L |
Ø60x130L |
Ø60x229L |
| कुल मिलाकर मुख्य डाई का मंद होना | मिमी | Ø50x85L |
Ø60x85L |
Ø60x130L |
Ø75x135L |
Ø75x185L |
Ø86x135L |
Ø86x190L |
Ø86x305L |
| डाई पिच | मिमी | 60 | 70 | 70 | 90 | 94 | 110 | 110 | 110 |
| अनुमानित व़जन | टन | 6.5 | 11.5 | 12 | 15 | 19.5 | 20 | 26 | 31 |
| लागू बोल्ट व्यास | मिमी | 3-6 | 5-8 | 6-10 | 6-10 | 8-12.7 | 8-12.7 | 8-12.7 | 8-12.7 |
| रिक्त स्थान की लंबाई | मिमी | 10-65 | 10-65 | 15-90 | 15-110 | 20-152 | 20-100 | 20-160 | 50-220 |
| कुल मिलाकर मंद | मिमी | 5300*2900*2300 | 6000*3100*2500 | 6500*3100*2500 | 7400*3500*2800 | 9000*3400*2900 | 7400*3500*2800 | 10000*3690*2900 | 10000*3690*3000 |