कमरे के तापमान पर किसी छड़ या तार के शीर्ष को खुरदरा करने की फोर्जिंग विधि। कोल्ड हेडिंग का उपयोग मुख्य रूप से बोल्ट, नट, कील, रिवेट्स और स्टील बॉल जैसे भागों के निर्माण के लिए किया जाता है। फोर्जिंग सामग्री तांबा, एल्यूमीनियम, कार्बन स्टील, मिश्र धातु इस्पात, स्टेनलेस स्टील और टाइटेनियम मिश्र धातु हो सकती है, जिसकी सामग्री उपयोग दर 80-90% है।
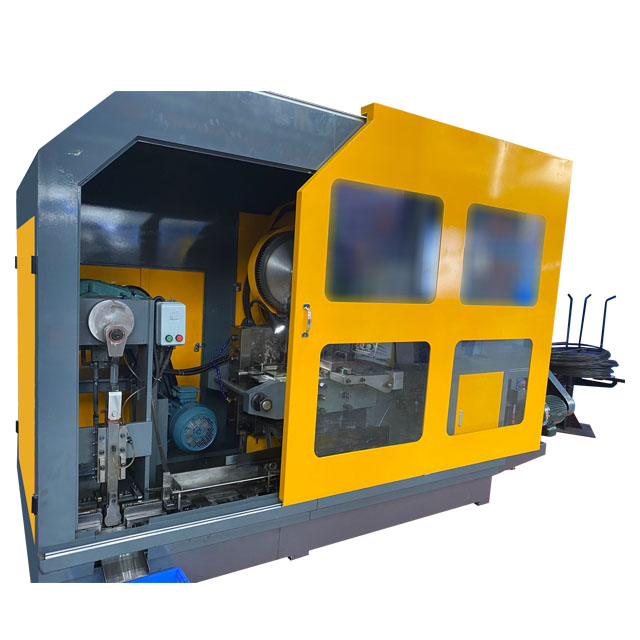
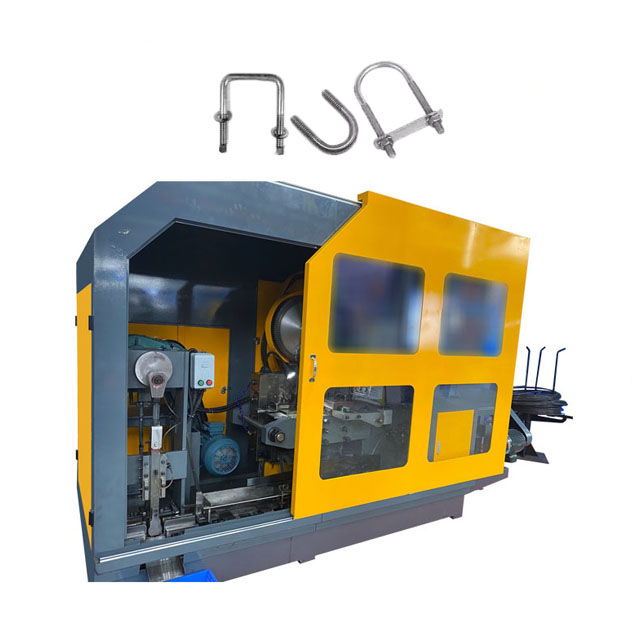
ठंडी दिशाइसे अक्सर विशेष कोल्ड हेडिंग मशीनों पर किया जाता है, जिससे निरंतर, मल्टी-स्टेशन और स्वचालित उत्पादन की सुविधा मिलती है। कोल्ड हेडिंग मशीन पर, कटिंग, हेडिंग, संचय, फॉर्मिंग, चैम्फरिंग, वायर रोलिंग, व्यास में कमी और एज कटिंग जैसी प्रक्रियाओं को क्रमिक रूप से पूरा करना संभव है। उच्च उत्पादन क्षमता, 300 टुकड़े/मिनट या अधिक तक, कोल्ड हेडिंग वर्कपीस के लिए अधिकतम 48 मिलीमीटर व्यास के साथ। चित्र 1 में कोल्ड हेडिंग बोल्ट प्रक्रिया का योजनाबद्ध आरेख कोल्ड हेडिंग बोल्ट के लिए एक विशिष्ट प्रक्रिया है। चित्र 2 में दिखाई गई मल्टी-स्टेशन नट स्वचालित कोल्ड हेडिंग मशीन एक मल्टी-स्टेशन नट स्वचालित कोल्ड हेडिंग मशीन है। फीडिंग तंत्र द्वारा बार सामग्री को स्वचालित रूप से एक निश्चित लंबाई में डाला जाता है, और काटने का तंत्र इसे रिक्त स्थान में काट देता है। फिर, क्लैंप संदेश तंत्र क्रमिक रूप से इसे संचय दबाव और छिद्रण स्टेशनों को बनाने के लिए भेजता है।
कोल्ड हेडिंग विधि में, कोल्ड हेडिंग मशीनों को उनके पावर ट्रांसमिशन के विभिन्न तरीकों के आधार पर दो प्रकारों में विभाजित किया जा सकता है: मैकेनिकल ट्रांसमिशन और हाइड्रोलिक ट्रांसमिशन। मैकेनिकल ट्रांसमिशन दो प्रकार के होते हैं: मैनुअल और इलेक्ट्रिक। इलेक्ट्रिक और मैनुअल कोल्ड हेडिंग मशीनें 4-5 मिमी व्यास वाले कोल्ड हेडिंग कम कार्बन स्टील तारों के लिए उपयुक्त हैं। हाइड्रोलिक ट्रांसमिशन को उसके प्रदर्शन के आधार पर दो प्रकारों में विभाजित किया जा सकता है: हाइड्रोलिक स्टील वायर कोल्ड हेडिंग मशीन और हाइड्रोलिक स्टील बार कोल्ड हेडिंग मशीन।