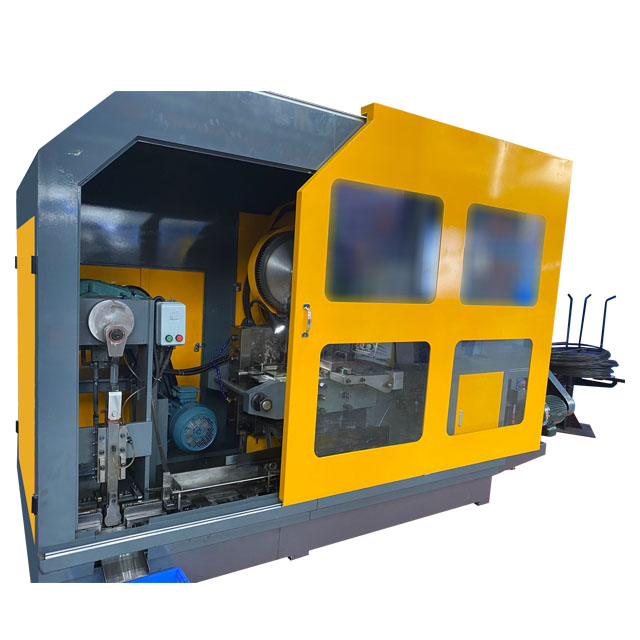
रिवेट मेकिंग मशीन को विशेष रूप से विभिन्न प्रकार के रिवेट्स का उत्पादन करने के लिए डिज़ाइन किया गया है। सबसे पहले, धातु के तार को मशीन में खिलाया जाता है, जिसे बाद में एक निश्चित लंबाई के छोटे वर्गों में काट दिया जाता है। अगला, यह एक मोल्ड के माध्यम से एक या दोनों छोर को एक कीलक के सिर के आकार में आकार देने के लिए दबाया जाता है।
रिवेट मेकिंग मशीन को विशेष रूप से विभिन्न प्रकार के रिवेट्स का उत्पादन करने के लिए डिज़ाइन किया गया है। सबसे पहले, धातु के तार को मशीन में खिलाया जाता है, जिसे बाद में एक निश्चित लंबाई के छोटे वर्गों में काट दिया जाता है। अगला, यह एक मोल्ड के माध्यम से एक या दोनों छोर को एक कीलक के सिर के आकार में आकार देने के लिए दबाया जाता है।
उत्पाद -विनिर्देश
| नमूना |
इकाई |
WH-NF 11B-6S |
WH-NF 14B-6S |
WH-NF 19B-6S |
WH-NF 24B-6S |
WH-NF 33B-6S |
डब्ल्यूएच-एनएफ 41 बी -6 एस |
| फोर्जिंग स्टेशन |
नहीं। |
6 | 6 | 6 | 6 | 6 | 6 |
| अखरोट के फ्लैट्स के पार |
मिमी |
5.5-12.7 |
10-17 |
14-22 |
17-26 |
24-33 | 30-41 |
| उपयुक्त हेक्स अखरोट |
से |
एम 3-M6 |
M6-M10 |
M8-M14 |
M10-M18 |
M16-M22 |
M20-M27 |
| कट-ऑफ दीया |
मिमी |
11 | 16 | 19 | 24 | 31 | 40 |
| पिच मर जाता है |
मिमी |
50 | 60 | 80 | 100 | 140 | 165 |
| फोर्जिंग पावर |
टन |
60 | 90 | 135 | 230 | 360 | 450 |
| मुख्य मोटर |
हिमाचल प्रदेश |
15 | 20 | 50 | 75 | 150 | 200 |
| स्नेहन मोटर |
हिमाचल प्रदेश |
1.5 | 1.5 | 1.5 3 | 1.5 3 | 3 | 3 |
| संस्थापित मात्रा |
तय करना |
(१) |
(२) |
(१) (१) |
(१) (१) |
(२) |
(२) |
| चिकनाई |
L | 700 | 1000 | 1200 | 1700 | 1900 | 2200 |
| अनुमानित व़जन |
टन |
4.5 | 8 | 14 | 25 | 45 | 72 |
रिवेट मेकिंग मशीन की विशेषताएं काफी स्पष्ट हैं। मोल्ड प्रतिस्थापन बहुत सुविधाजनक है। रिवेट्स के विभिन्न आकृतियों को बनाने के लिए, बस मोल्ड सेट को बदलें। उदाहरण के लिए, गोल सिर से लेकर फ्लैट हेड तक। इस मशीन का प्रभाव बल पर्याप्त है। चाहे वह एल्यूमीनियम, तांबा या लोहे की सामग्री हो, यह बिना किसी खुर या विरूपण के नियमित सिर को दबा सकता है।

उत्पाद विवरण
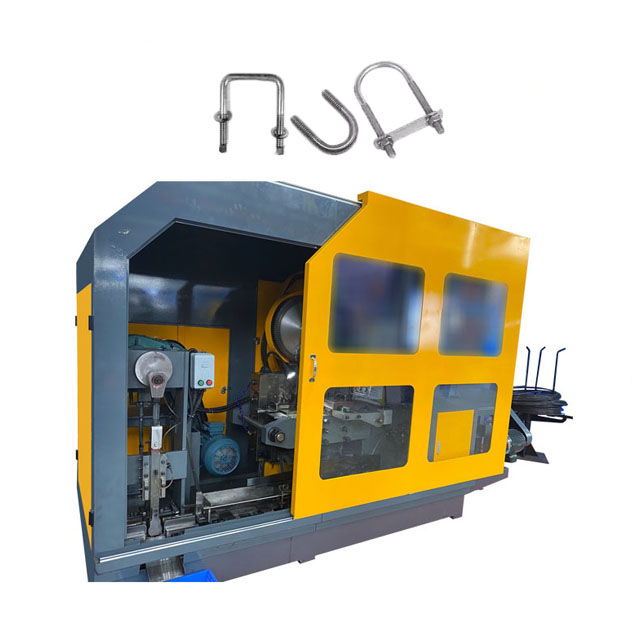
रिवेट मेकिंग मशीन मुख्य रूप से तार को ठोस रिवेट्स में बदलने के लिए कोल्ड हेडिंग प्रक्रिया का उपयोग करती है। इस प्रक्रिया में तार को खिलाना, इसे सीधा करना, इसे सटीक रिक्त स्थान में काटना और फिर रिवेट हेड को आकार देना शामिल है। मशीन उच्च दबाव का उपयोग करती है, मोल्ड गुहा में रिक्त के एक छोर को निकालने और काटने के लिए एक पंच का उपयोग करती है। कोल्ड हेडिंग प्रक्रिया धातु को शिफ्ट करने का कारण बनती है, जिससे सामग्री को गर्म करने की आवश्यकता के बिना रिवेट हेड की विशेषता आकार बन जाता है।
मशीन पहले किसी भी मोड़ को खत्म करने के लिए वायर रॉड (आमतौर पर स्टील, एल्यूमीनियम या कॉपर मिश्र धातु से बना) को सीधा करने वाले तंत्र में खिलाता है। फिर, सटीक कतरनी मशीन सीधे तार को विशिष्ट लंबाई के बिलेट में काट देती है। ये समान रूप से आकार के बिलेट कोल्ड हेडिंग सेक्शन (रिवेट हेड्स बनाने के लिए) में प्रवेश करने से पहले कच्चे माल हैं, और वे महत्वपूर्ण महत्व के हैं।
कई रिवेट बनाने वाली मशीनें परेशान करने वाली प्रक्रिया के तुरंत बाद एक ट्रिमिंग स्टेशन से लैस हैं। यह कदम नए रिवेट हेड (पंच और मरने के बीच की अतिरिक्त धातु) के किनारे पर बने छोटे बूर या तेज किनारों को हटा सकता है। ट्रिमिंग यह सुनिश्चित करता है कि रिवेट हेड में एक स्पष्ट रूपरेखा और एक सुसंगत व्यास है, जो उचित स्थापना और उपस्थिति के लिए महत्वपूर्ण है।