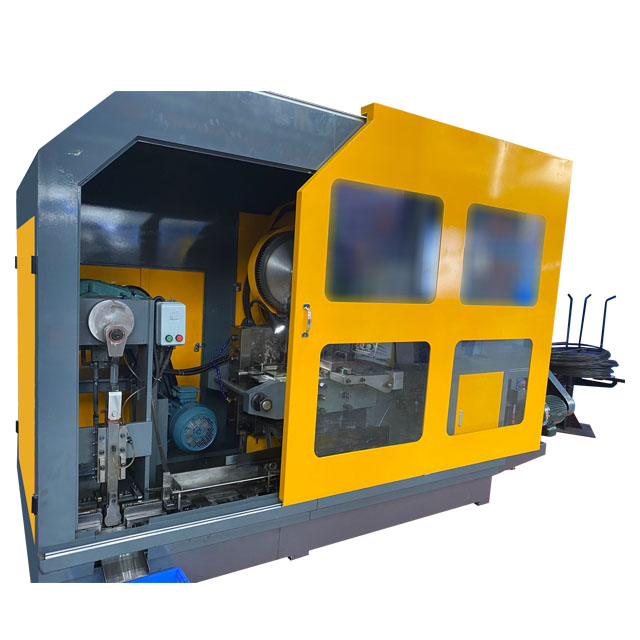
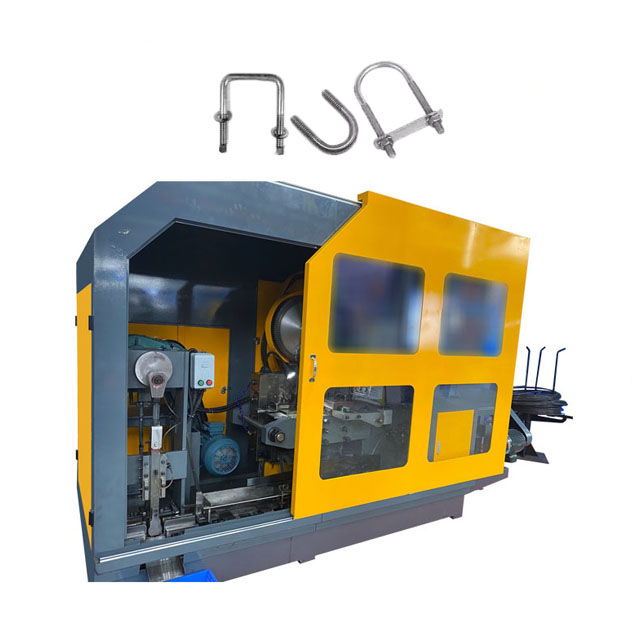
Ronen® द्वारा निर्मित कोल्ड हेडर मशीन बनाने वाले शिकंजा धातु को गर्म किए बिना स्क्रू हेड को आकार दे सकते हैं। यह धातु के तार बिलेट को एक स्क्रू हेड में आकार देने के लिए दबाव का उपयोग करता है। आपको बस तार डालने की आवश्यकता है, और मशीन कुछ सेकंड के भीतर स्क्रू हेड को आकार देगी।
कोल्ड हेडर मशीन बनाने वाले शिकंजा को विशेष रूप से कोल्ड हेडिंग विधि द्वारा स्क्रू हेड का उत्पादन करने के लिए डिज़ाइन किया गया है। यह गर्म तार सामग्री का उपयोग नहीं करता है। इसके बजाय, यह सीधे धातु के तार को मशीन में खिलाता है और मोल्ड के माध्यम से, तार के एक छोर को एक स्क्रू सिर के आकार में दबा देता है।
कोल्ड हेडर मशीन बनाने वाले शिकंजा कमरे के तापमान पर एक ठंडी फोर्जिंग प्रक्रिया के माध्यम से स्क्रू हेड बनाते हैं। यह उपकरण तार प्राप्त करता है, इसे सीधा करता है, और फिर इसे सटीक रिक्त स्थान में काट देता है। फिर, इन रिक्त स्थानों को मोल्ड्स की एक श्रृंखला में स्थानांतरित कर दिया जाता है, जहां शक्तिशाली घूंसे उनमें से एक छोर को प्रभावित करते हैं, जिससे धातु को बाहर निकाल दिया जाता है और किसी भी सामग्री को हटाने के बिना स्क्रू हेड के रूप में आकार दिया जाता है।
कोल्ड हेडर मशीन बनाने वाले शिकंजा तार की छड़ से शुरू होता है। अनिंडिंग मशीन किसी भी मोड़ को खत्म करने के लिए तार को सीधा तंत्र में खिलाता है। फिर, सटीक कटिंग मशीन सीधे तार को विशिष्ट लंबाई के बिलेट में काट देती है। इन बिललेट्स की स्थिरता महत्वपूर्ण है क्योंकि यह सिर के सही गठन के लिए आवश्यक धातु की मात्रा को निर्धारित करता है।
मशीन कठोर टूल स्टील मोल्ड्स और पंचों पर निर्भर करती है। मोल्ड्स में गुहाएं होती हैं जो स्क्रू हेड्स के अंतिम आकार को निर्धारित करती हैं। पंच धातु को उस रूप में आकार देने के लिए बल लागू करते हैं। इन मोल्ड्स को बदलकर, एक ही मशीन विभिन्न प्रकार और स्क्रू हेड के आकार का उत्पादन कर सकती है।
| नमूना | 4-20 ए | 5-30 ए |
| MAX.BLANK DLAMETER (MM) | Φ5 |
Φ8 |
| Max.blank लंबाई (मिमी) | 20 | 30 |
| सारस | 60 | 90 |
| क्षमता (पीसी/मिनट) | 80-120 | 80-110 |
| आरपीएम (पीसी/मिनट) | Φ32x105 |
Φ32x120 |
| कट-ऑफ डाई डायमीटर (मिमी) | Φ15x30 |
Φ20X35 |
| पंच डाई (1) (मिमी) | Φ25x70 |
Φ30x75 |
| पंच डाई (2) (मिमी) | Φ25x70 |
Φ30x75 |
| कटर आकार | 10x30x70 | 10x30x70 |
| बॉडी मोटर पावर (एचपी) मात्रा | 2 | 3 |
| वॉल्यूम (LXWXH) (एम) | 1.75x0.85x1.15 | 2.30x1.08x1.15 |
| वजन (किग्रा) | 1300 | 1700 |
कोल्ड हेडर मशीन बनाने वाले शिकंजा के विक्रय बिंदु बहुत व्यावहारिक हैं। इसके लिए हीटिंग की आवश्यकता नहीं है, इस प्रकार ऊर्जा लागत की बचत होती है। उत्पादित स्क्रू हेड्स में उच्च ताकत होती है क्योंकि कोल्ड हेडिंग के दौरान, धातु की आंतरिक संरचना संपीड़ित होती है, जिससे उन्हें हीटिंग के बाद जाली की तुलना में अधिक ठोस और कम होने की संभावना होती है। सामग्री उपयोग दर भी अधिक है। एक्सट्रूज़न मोल्डिंग में, अतिरिक्त सामग्री को काटने की आवश्यकता नहीं है, और वायर सामग्री का मूल रूप से उपयोग किया जा सकता है।